What are the requirements for the number of welding points on steel bars?
Jul. 04, 2024
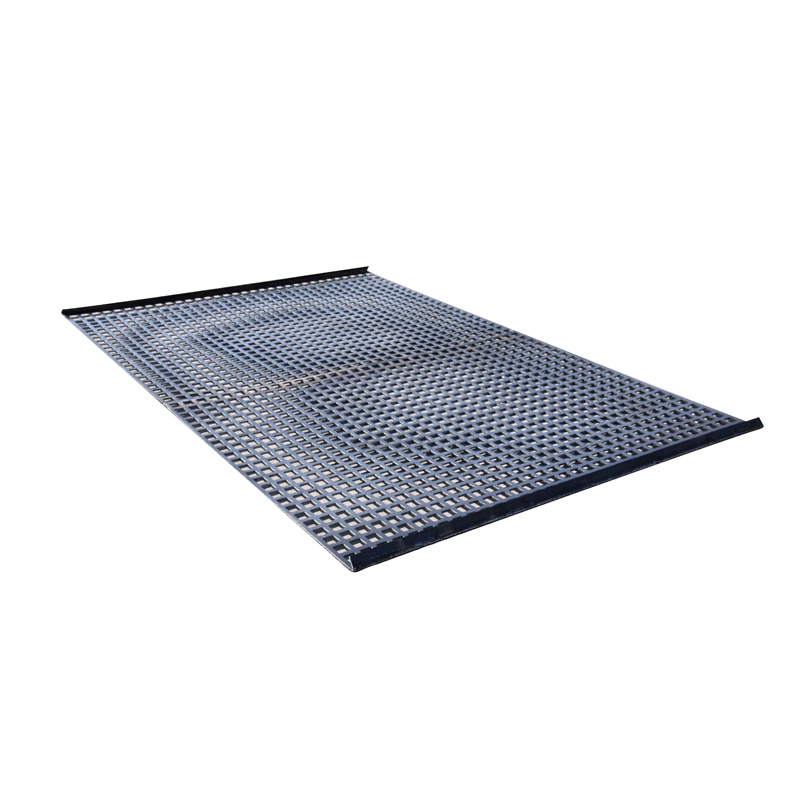
Appearance inspection of steel mesh, the allowable error of the length, width and mesh size of the welded mesh is greater than or equal to 10mm, the diagonal of the mesh does not exceed 10mm, the number of welds at the welded mesh insertion points shall not exceed 1% of the total number of insertion points of the entire mesh, and the number of welds on a steel bar shall not exceed 1/2 of the total number of insertion points of the steel bar.
The steel surface of the welded mesh shall not have cracks, folds, scars, pits, oil stains and other defects that affect the use, but small burrs and surface embroidery are allowed at the weld points. All welded meshes with the same steel bars, diameters and sizes are the same type of products, and each batch is no more than 30t or less than 200 pieces. Less than 30t or 200 pieces within a week are also counted as one batch.
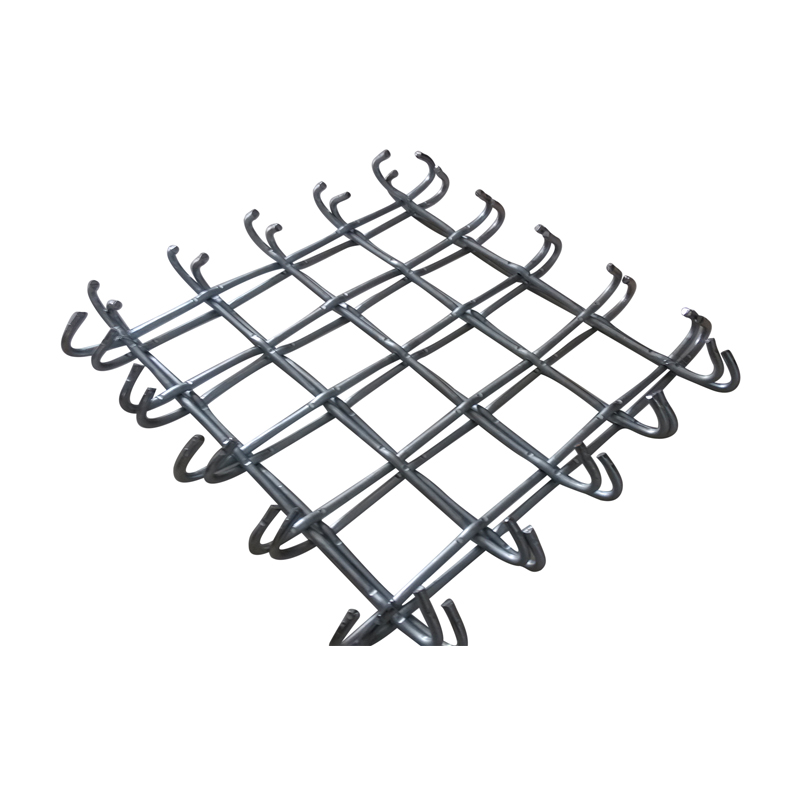
The shape and size inspection and appearance quality inspection should be inspected 5% of each batch, and shall not be less than 3 pieces at the same time. The test pieces for mechanical tests should be stolen from the products. The products that have been cut from the test pieces should be welded with the same type and diameter steel bars, and the lap length on each side should be less than the length of 2 grids.
The intersections included in the test piece shall not be welded, and the test piece shall not be processed except for the remaining parts. However, the cold-rolled ribbed steel bar welds are allowed to be kept at 100 degrees for 1 hour, and then cooled to room temperature in the air for testing. Each batch shall not be larger than 30t, which is suitable for quality inspection and testing of large-scale production of welded mesh. For a batch of 200 pieces, if less than 200 pieces are included in a week, they shall also be calculated as one batch.